

帶式輸送機是使用最廣泛的輸送設備,具有輸送量大、結構簡單、維護方便、成本低、通用性強等優點,且布置靈活,即可單機運行,也可以多機組合成運輸系統,廣泛應用于冶金、礦山、煤炭、電力、建材、化工、輕工、石油等行業。
托輥是帶式輸送機的重要組成部件,起著支撐膠帶和物料、保持膠帶正常運轉及特定形狀的作用。托輥在一臺帶式輸送機成本中所占的比例超過30%,產生了70%以上的運行阻力。它的使用壽命關系到設備的運行維護成本;同時托輥還影響到膠帶的使用壽命,因此托輥的產品質量尤為重要。
托輥的產品質量好壞,直接關系到設備的整機功耗。質量不好的托輥在運轉時不靈活或不轉動,會導致運行阻力增加,會使托輥和膠帶的磨損加劇,可能會導致電機燒毀、膠帶撕裂,甚至可能會引起膠帶過熱起火。
DTⅡ(A)型帶式輸送機是應用最廣泛的通用型系列產品,在一臺帶式輸送機的托輥當中,普通平托輥的數量最多,占總數的80%以上,圖1為DTⅡ(A)型帶式輸送機普通平托輥的結構。托輥的材質多為金屬材料,本文介紹的托輥加工的質量控制即以普通的金屬平托輥為例。
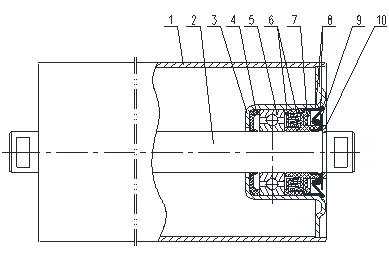
圖1. 標準DTⅡ(A)托輥的結構
1.輥體 2.軸 3.軸承座 4.內密封圈 5.軸承 6.迷宮密封 7.密封盤 8.擋圈 9.擋板 10.擋圈
在托輥的零部件當中,需要加工的零件主要有輥體、軸、軸承座、擋圈、擋板。
2、 輥皮的質量控制
托輥輥體一般由無縫鋼管或焊接鋼管制造。焊接鋼管材料應符合GB/T 13792-2008中的規定。
鋼管下料長度必須要準確,尺寸控制在公差允許的范圍內,尤其是對于軸承座采用端面焊接的托輥,輥皮長度偏差會影響軸承的軸向位置精度。輥皮尺寸如果偏大,會造成軸伸出輥體的長度減小,對于傾斜安裝的托輥,會造成托輥很難放進托輥支架。對于倒角與切斷是一次裝夾完成的設備,倒角角度也必須保證,止口加工通常是以兩端倒角為基準定位,倒角不均,會導致加工出來的止口與輥皮中心不同心,造成托輥的徑向跳動增大,旋轉阻力增大,可能出現性能檢測不合格。車止口工序要控制好止口的深度和直徑,對于車止口是以輥皮端面定位的設備,鋼管下料切斷時的長度誤差會累積到車止口工序。止口的深度會影響到軸承座的定位,止口的直徑會影響到與軸承座的配合關系,直徑偏大會導致兩端軸承座不同心,造成托輥旋轉阻力和徑向跳動變大,直徑偏小會造成輥皮與軸承座裝配困難。
3、 軸的質量控制
從托輥軸的結構分析,它需要將長的軸料切斷成規定的長度,然后加工兩端的卡簧槽、倒角,再加工兩端的扁槽或通扁。軸的下料長度尺寸應嚴格控制,尤其是以軸的長度作為托輥裝配時的軸向基準時,如果長度偏差大,將會影響軸承的定位,也會影響托輥性能檢測軸向竄動的檢測值。銑槽、銑扁適合在專用機床上加工,如果軸兩端槽扁或通扁的距離偏差較大,將會影響托輥的安裝。如果采用普通車床、銑床加工,應合理使用工裝,避免人為超差現象,加工中測量用的量具應定期進行計量標定。加工過程中盡量避免多點定位、多次裝夾,盡量減小累積誤差,保證軸兩端的同軸度、圓柱度。
4、 其它部件的質量控制
軸承座主要有鑄造式和沖壓式兩種。從軸承座的結構分析,它屬于帶凸緣圓筒類拉深零件,毛坯為圓形,可直接沖裁下料。壁厚應滿足強度、剛度的要求,內徑公差須控制在國家標準范圍≤0.04mm。最大限度地控制沖壓塑性變形過程中板材厚度的減小,避免產生沖擊疲勞裂紋。沖壓成型后應以內徑為基準加工外緣,保證內外圓的同軸度,滿足與輥皮止口配合的公差要求。
內、外擋圈以及擋板的結構均比較簡單,均采用08F冷軋帶鋼沖壓成型。保證軸向尺寸。
5、 托輥的焊接、裝配的的質量控制
托輥輥皮與軸承座的焊接宜采用雙頭CO2氣體保護自動焊,兩端軸承座同時焊接,保障焊接質量,保證兩端的同軸度。焊縫不得高于輥皮的外圓,否則應進行打磨處理。托輥密封結構的好壞直接影響托輥的阻力和托輥壽命,
托輥的裝配在專用壓裝機床上進行,在進行裝配前,部分部件需要先進行預組裝,比如迷宮密封組件。通常壓裝過程分兩步進行,先壓裝內密封圈與軸承,再壓裝密封組件。壓裝過程中,應正確設定壓力及壓入量,避免出現壓入不到位或者密封件變形的情況。
6、 托輥的性能檢測
托輥的性能檢測項包括外圓徑向跳動、軸向位移、軸向載荷、旋轉阻力、跌落試驗、防塵試驗、防水試驗。托輥的性能檢測,有嚴格的檢測操作流程,需要在專用檢測設備上進行。托輥的性能指標中,旋轉阻力系數和使用壽命是兩個最重要的參數,不達標的產品將直接被用戶淘汰。生產完成的托輥必須經過性能抽檢,抽檢不合格的托輥必須進行調整、重新裝配,調整后仍不合格的托輥應報廢。
外圓徑向跳動是表現托輥性能的一個很重要的綜合參數,直接影響托輥的轉動慣量和動平衡,進而影響整機的起動效率及托輥運行中自身附加載荷的大小,縮短托輥的使用壽命[2]。跳動允許值與帶式輸送機的帶速、托輥的長度有關,帶速越高、托輥越短,對托輥的要求也越高,允許的跳動值越小。徑向跳動值與托輥管材的圓度、輥皮的加工、軸的加工、軸承座的加工、焊接相關,如果不合理控制好這幾個環節,就會造成徑向跳動值累加,超出技術標準的要求。
軸向位移檢測是指托輥在500N的軸向壓力作用下,軸向位移量不得大于0.7mm。軸向位移量與軸的加工、軸承座的焊接定位相關。軸向位移量不合格的托輥,在承受到意外的軸向沖擊力后,更容易造成托輥密封結構松動,防塵、防水性能變差,導致托輥壽命縮短。
軸向載荷是指在托輥軸上施加規定的載荷后,軸與輥體、密封件不得脫開。托輥能承受的軸向載荷與擋圈的強度、軸與軸承的配合精度有關。軸向載荷不合格的托輥,在承受到意外的軸向沖擊力后,可能會造成軸直接脫落,托輥直接報廢。
旋轉阻力檢測是指在250N的徑向壓力下,托輥以600r/min的速度旋轉,測量其旋轉阻力。旋轉阻力與軸承的選用、潤滑脂的種類及加注量、密封的類型相關。旋轉阻力不合格,將會增加設備的啟動功率及運行能耗,這些托輥可能更早地出現運轉不靈活,如果不及時更換,會出現輥體被皮帶磨穿的情況,也會加劇皮帶的磨損。
跌落試驗是指在規定的高度進行水平和垂直跌落,零件不應損傷,焊縫不出現裂紋,配合不出現松動,軸向位移量不大于1.5mm。跌落性能與托輥的焊接工藝、軸與軸承的配合、擋圈的強度相關。跌落試驗主要是考驗托輥自身的強度,托輥在實際的運行過程中,幾乎不可能出現跌落的情況,采用成熟穩定的生產工藝,也完全可以保障托輥自身的強度,跌落試驗現在已較少采用。
防塵、防水試驗是指托輥在特定工況條件下以600r/min旋轉,連續運轉規定時間后,煤塵不得進入軸承潤滑脂,進水量不得超過規定的量。防塵、防水性能主要與托輥的密封結構相關,較好的密封結構能保證防塵、防水性能,但同時也可能會帶來旋轉阻力的增加。密封性能良好的托輥,使用壽命也能達到更長。
7、 結語
托輥的生產首先要有合理的結構設計,采用優質的原材料和先進的加工工藝,才能批量生產出品質優良、性能穩定的產品。
半自動生產已開始普及,全自動化生產也已成為可能。采用自動化生產,可消除人為因素對產品質量的影響,保障產品質量的穩定。